| 機種 | 一般射出成型 | 專利無廢料射出成型 | ||
| 1 | 每模上模流道死料,且須費時費工拔除。 | 流道不死料。 | ||
| 2 | 射出灌點影響外觀。 | 純膠件可設計成品完全沒有灌點。 | ||
| 3 | 流道設計常因成本因素而犧牲品質一致性。 | 因流道不死料而可追求流道設計之理想化。 | ||
| 4 | 僅可操作一般射出功能。 | 可選擇“一般射出”及“專利無廢料射出”功能。 | ||
| 機種 | 排料成型 | 專利無廢料射出成型 | ||
| 1 | 必須切料、秤料、排料等人工動作。 | 不須切、秤、排料,大幅減少人工浪費。 | ||
| 2 | 新進人員訓練上手時間較長,且人員操作錯誤機率較大。 | 新進人員可立即上手上線,且沒有人員操作錯誤之可能性。 | ||
| 3 | 毛邊較多。 | 射出毛邊控制較少。 | ||
| 總結 | 突破產品之傳統生產模式,把以往認為某些成品不可能以射出生產之觀念顛覆,大幅節省原料、人工浪費,提升成品物性良率。 | |||
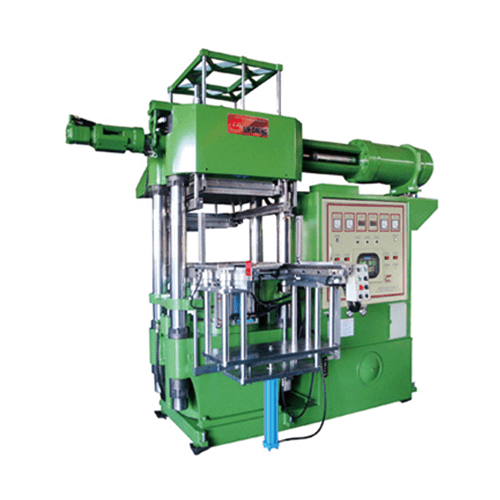
| 專利無廢料橡膠射出機規格表 | ||||
| 主活塞缸徑(mm) | 700 | 800 | 900 | 960 |
| 最大鎖模力(ton) | 800 | 1000 | 1200 | 1500 |
| 行程(mm) | 700 | 700 | 900 | 1000 |
| 間距(mm) | 1200 | 1200 | 1400 | 1700 |
| 熱板台面(mm) | Up1000*1000 | Up1100*1100 | Up1200*1200 | Up1500*1500 |
| Dn1000*1000 | Dn1100*1100 | Dn1200*1200 | Dn1500*1500 | |
| 馬力(hp) | 30 | 30 | 40 | 40 |
| 注射量(c.c.) | 8000 | 12000 | 18000 | 24000 |
| 射出壓力(kgf/cm²) | 1800 | 1800 | 1900 | 1900 |