迎接少量多樣高頻率換模生產型態的時代,爭取換模時效、確保操作安全—正是導入快速換模系統的最佳時機。
適用於
- 沖床、油壓機
- 各種自動化機台夾持系統

MODEL CA - MODEL SELECTION

.png)
| ① | ② |
|---|---|
| Capacity of clamp : 1~25(25tons) |
EMPTY: Standard type C:Pneumatic cylinder movable type B:Fixed type V:Temperature -resisting type |
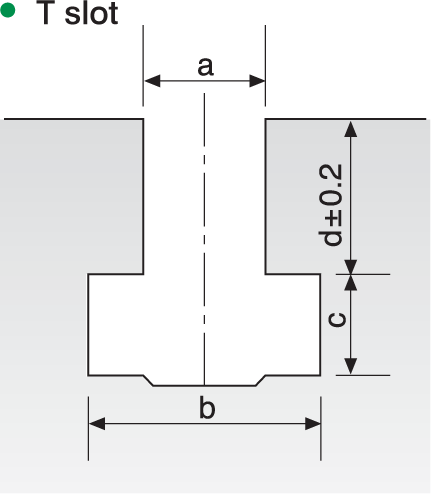
*Please indicate the size of T slot (a,b,c,d) and the thickness (H) of the template for the die when purchasing.
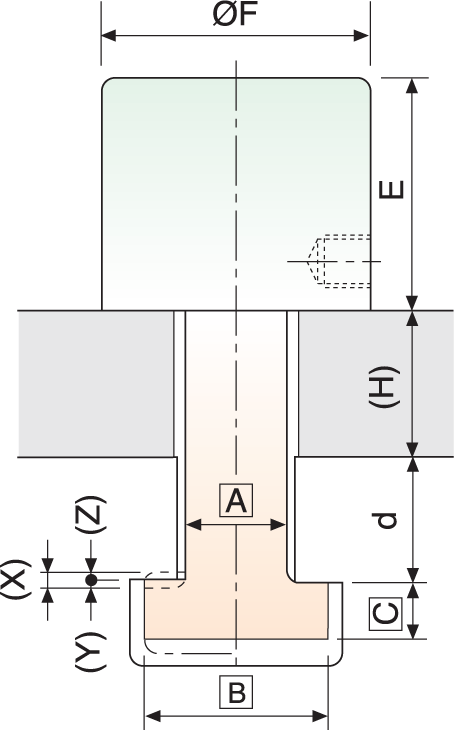
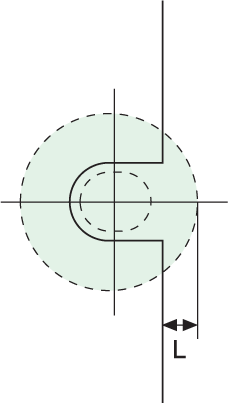
L: Template's length for clamp
Unit:mm
MODEL CB - MODEL SELECTION

.png)
| ① | ② |
|---|---|
| Capacity of clamp :1~25(25tons) |
EMPTY: Standard type C: Pneumatic cylinder movable type B: Fixed type V: Temperature -resisting type |



MODEL CD ( AUTO SLIDE CLAMP ) - MODEL SELECTION

| ① | ② | ③ | ④ | ⑤ | ⑥ | ⑦ |
|---|---|---|---|---|---|---|
|
Capacity of clamp: 4.6.10 (tons) |
S:stroke 400~1300 |
Teminal box R:right side L:left side |
H: Die template thinckness |
P: Distance between seat & Slide |
V: Proximity switch voltage 1. AC90~240V(2-Wire) 3: DC10~30V(NPN, 3-Wire) 4: DC10~30(PNP,3-Wire) |
Solenoid valve: 0: No solenoid 1: AC110V 2: AC220V 3. DC24V |
-型式選定2-2.png)
-型式選定2-1.png)

如何選用快速換模系統(QDC) 問答集
當然可以,但必須先提供現有產品的相關資料,山田順有專業的團隊可以為客戶規劃選用適當的替換產品。
2. 「快速夾具」的配置,要如何規劃?
①機台所需總夾力(Σ F)=機台能力(噸數)×15~20%
②總夾力分配比率:
上模夾力=(Σ F1)=(Σ F)×60%下模夾力=(Σ F2)=(Σ F)×40%
③每只快速夾具力(F):依上下模各使用夾具數量(n)求得
上模夾具 ( F)=(Σ F1)/ n (噸)下模夾具 ( F)=(Σ F2)/ n (噸)
舉例:以200T沖床為例,如何選擇適用的夾具噸數?
①200T×15%=30(機台所需總夾力)
②30×60%=18 (上模總夾力)
30×40%=12 (下模總夾力)
③如果上下模各有4個T型溝槽,
18 / 4=4.5(上模單只夾具至少要有4.5噸以上的夾力)12 / 4=3 (下模單只夾具至少要有3噸以上的夾力)
由此可知,此機台可使用上模夾具CA-6或CB-6 四顆及下模夾具CA-4或CB-4四顆。
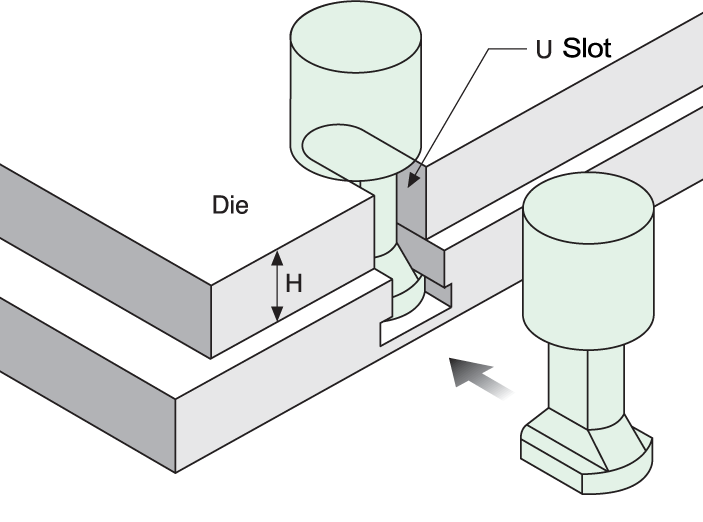
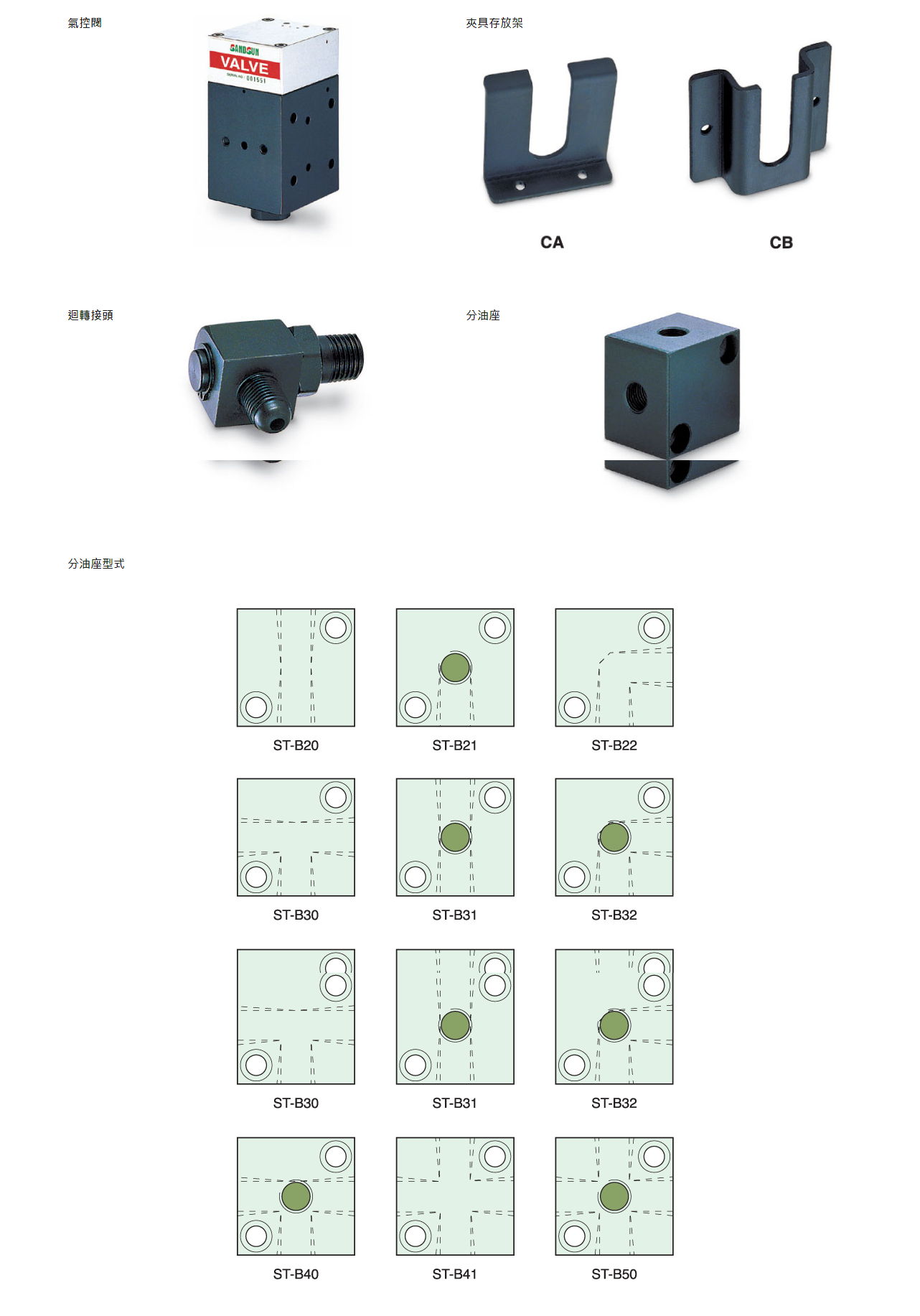
3. 「CA型」夾具和「CB型」夾具,之間的差別?
CA型夾具適用於模具有開U槽;
CB型夾具則適用於模具無U槽。
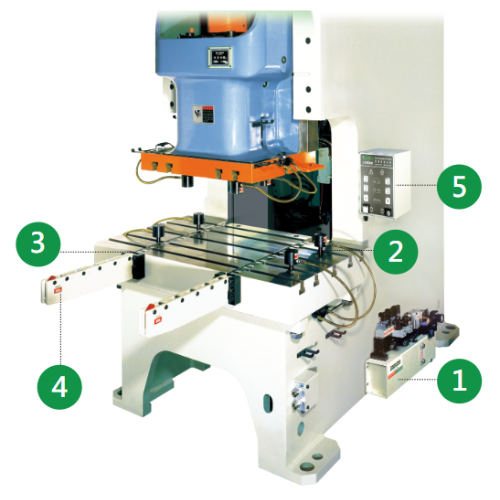
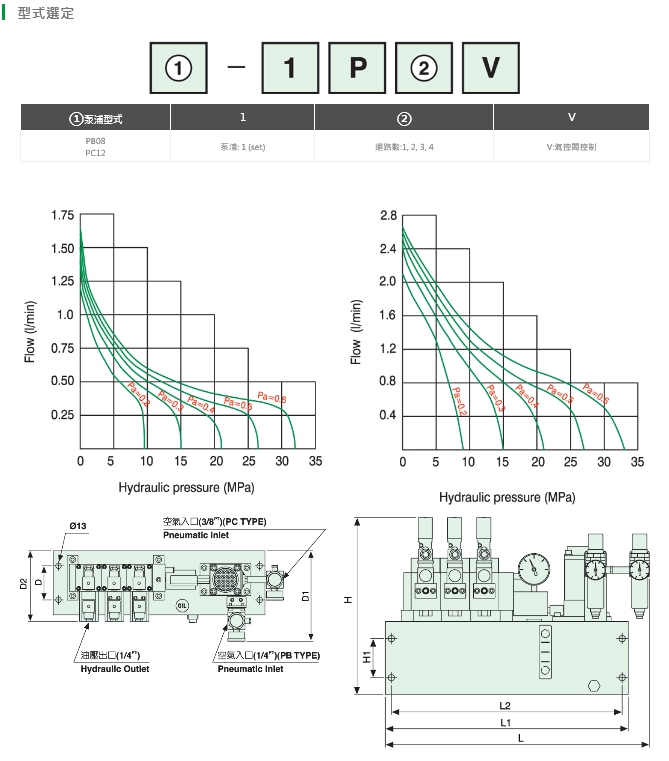
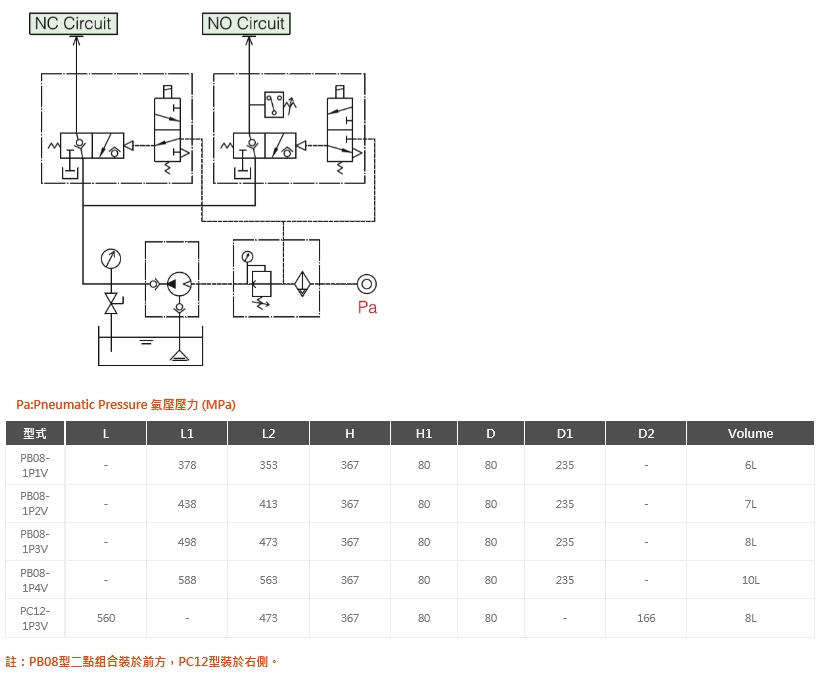
4. 「氣動油壓泵浦」要選用PB或是PC形式?
夾具數量總數不超過12只的配置,可選用PB系列;
若夾具數量超過16只或是16噸以上的夾具,建議在「氣動油壓泵浦」的挑選上,建議可以使用PC系列。因為PC泵浦的流量比PB泵浦的流量還大,油壓壓力填充速度也較快。
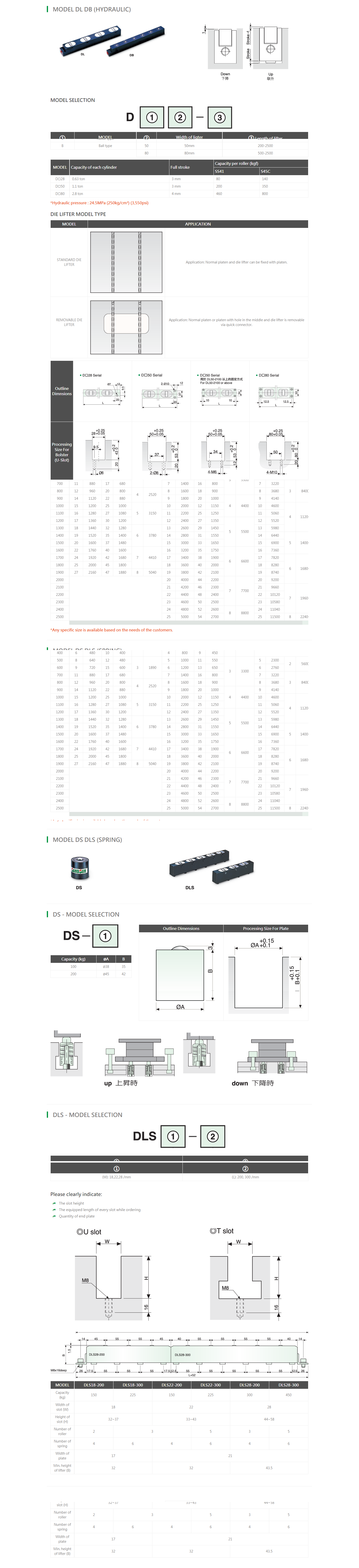
5. 如何選用「舉模滑軌」?
依據模具重量及台盤長度的使用需求,可選擇油壓式滑軌DL(滾輪型)及DB(滾珠型)或彈簧式滑軌DL及DLS系列
6. 台盤有下料孔,該選用何種型式的滑軌?
可以選用二段式滑軌或是抽取式滑軌。
7. 台盤上只有「T型溝槽」,「滑軌」也可與T型溝槽共用嗎?
可以。但須選用抽取式滑軌,且須留意T型槽的槽寬(W)是否與滑軌槽寬(W)相同,方可使用。
8. 如果滑軌所使用的U槽深度比較深(H),且深度大於「山田順目錄」上所規範的設定值,可以使用嗎?
可以。但不可小於目錄上所規範的標準值。
9. 如何選用「移模支臂」的型式?
依據模具的尺寸及重量,選擇適用的支臂長度與荷重。
10. 選用RD型(折下式)移模支臂,需要注意什麼?
須留意選用的支臂折下的長度是否小於台盤距離地面的高度,否則支臂無法完全折下與機身貼合。
11. 選用RE/RF型(折疊式)移模支臂,需要注意什麼?
RE/RF可往外折也可往內折。若支臂要往內折須特別留意,兩支支臂安裝的距離需大於安裝最小距離。
12. 如果「模具」的重量比較重,超過3噸以上,有適用的移模支臂型式嗎?
可以選用RS型(荷重型)移模支臂。RS型單只即能夠承載3噸的模具重量,若有特殊需求,也可以將相關資料給山田順作評估。
導入「快速換模系統」有何效益?
近年來,無論是「射出機、壓鑄機、沖床、油壓機」的產品需求,已逐漸從過往「大量生產」的舊方式,轉換成「少量多樣」的新興生產模式,而製造商在競爭激烈的環境中,得同時去面對「交貨時間縮短、控制生產成本、提高產品品質、大環境因素」等內外在壓力,使得眾多製造廠家莫不絞盡腦汁,想盡辦法去適應這樣的彈性化、多變化製造生產方式。因著如此時空環境變化,持續提升自身競爭力的製造商們,為迎接少量多樣、高頻率換模的新型態生產方式,同時爭取更多換模時效、更加確保操作安全,多半會選擇為自身企業導入「快速換模系統」。
導入「快速換模系統」後的諸多正面效益
一般與「射出機、壓鑄機、沖床、油壓機」相關的製造商,在導入數位化管理的「快速換模系統」後,在製造流程的各個層面上,都可獲得不少正面效益,而最直接能感受到的效益,莫過於「大幅度縮短換模時間」這點。除外,快速換模系統也能有效幫助機器減少閒置時間、提高機器稼動率,並能在「少量多樣」的生產策略上,加速各機台的製程效率、降低安全存貨。另外,快速換模也能讓模具及作業製程更加「標準化」,協助工廠整體朝向「自動化」方向前進,協助製造商能達成快速產銷的目的。而在工廠端之外的正面實質效益外,導入數位化的快速換模裝置後的附加效益也不少,快速換模不僅能提升作業環境的安全程度,更能進一步公司整體形象,讓企業跟上世界工業4.0的趨勢熱潮,也能提高新世代年輕人投入貴司就業行列的意願。
最完整「快速換模」技術支援,協助您跟上工業4.0趨勢
貴公司產線上的「射出機、壓鑄機、沖床、油壓機」,還沒有導入「快速換模系統」嗎?無論是快速換模系統、換模台車系統、模具翻轉機、磁力換模系統,或者是周邊相關的「氣動油壓泵浦單元、夾具、舉模滑軌、移模支臂、電控操作箱」等相關配件,山田順精機能提供您在「快速換模」系統軟硬體上,最周全、最完整的技術支援、問題諮詢,協助您快步跟上世界工業4.0趨勢,為貴司同時在生產實質、企業形象上,創造出更多的正面效益。
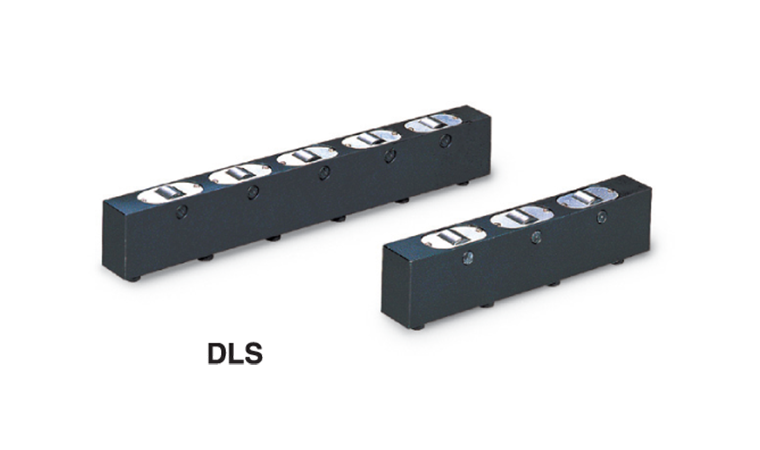
小機台適用的-DLS型彈簧式舉模滑軌
舉模滑軌一般都是搭配快速換模系統,使用在沖床和油壓機,舉模滑軌的設計是利用油壓力將模具舉高離開台盤,除省力外,更可避免台盤及模具底部於送模過程中受到磨損,但客戶往往都會因為機台空間因素、不想搭配泵浦使用或不想額外再多電控配置,還有其他滑軌型式可以選擇嗎? 當然有,可以選擇用彈簧式滑軌。
若客戶機台U型槽或T型槽的尺寸較小,以及模具較輕,客戶可以選擇DLS彈簧式滑軌,滑軌長度有200mm與300mm兩種尺寸,滑軌高度範圍較大,可依據機台台盤及溝槽尺寸搭配出最適合的配置。
除了標準型式的DLS舉模滑軌外,依據客戶的不同需求,例如機台台盤深度、模具重量或換模方向等,也可以幫客戶規劃客製化的滑軌型式。
像是我們有一個歐洲客戶,模具移入機台後,因為機台結構因素,所以模具移入後還需要在機台內移動,故客戶要求彈簧式滑軌搭配滾珠,因而設計出DBS型舉模滑軌。DBS型滑軌對客戶來說,在機台內移動模具更加輕鬆便利。
一直以來山田順因應客戶提出的需求,提供客製化的產品,讓他們可以使用更適合自己的產品,更感謝客戶肯定山田順的產品品質及服務。

保麗龍機也可以用快速換模系統
目前快速換模系統常用於沖床機台、射出機台、壓鑄機台以及中空成型機台,而在108年底因射出廠客戶貫X關係,該司有另一公司生產保麗龍產品要求廠商-日友機械有限公司 與山田順配合,必須在這類型真空成型機型上導入快速換模系統,這是山田順第一次跨足的機型。
該機型生產方式其實與射出機並無太大差異,都需要模具鎖固在台盤上,再注料冷卻成型,但是模具比一般同噸數射出機大上許多,所以所耗時鎖螺絲時間也比較久,再加上開模時成品是直接往下掉,所以機台通常架設在一定高度,台盤下方則是懸空的,每當人員換模時的危險性很高,因為沒有立足點,鎖螺絲力道就有所差異,容易因沒鎖固好模具滑落以及過程中人員也容易發生墜落的疑慮。如今少量多樣,一天換模頻率越來越高,有鑒於此,客戶才強力要求我們兩家配合規畫使用看看。
很感謝貫X客戶對山田順產品的信任,也對我們的開發及售服能力的肯定,才會給我們這一次機會去嘗試製作,也很感恩日友機械的配合讓這案子能很完美完成。到現在109年5月,客戶產品使用情形都非常良好,日友機械也表示跟我司產品搭配能提升機台附加價值,願意互相配合下去,而山田順更能得到這機會去拓展這一塊的市場。





【工欲善其事,必先利其器】- 山田順企業內訓,傳承技術
有一句俗話說:「磨刀不誤砍柴工」,指的就是工匠在工作之前,需要先將工具磨得鋒利,工作起來才能夠得心應手,達到事半功倍的效果。山田順也是一樣一直秉持這樣的精神。
每一次只要客戶有快速換模安裝上的需求,山田順的工程師們,不論是在台灣,美國、泰國、印度、澳洲、埃及…等國家,我們都會完成客戶安裝的需求。正因為如此,每一次安裝時,可能會因為機台的型式不同、場地環境因素、或是人員操作等等的問題,每位工程師所遇到的狀況都不一樣,但也都必須一一的設法排解;也藉由這樣的機會累積每一次的經驗。
山田順的工程師們能夠全員到齊實屬不易,只要一有機會,工程師們總是會安排時間,不藏私的相互交流,針對安裝工程、服務維修、產品的問題排解一起學習,教學相長,目的就是將大家在安裝時遇到各種的情況,能夠有更好的解套方式。一位資深工程師更表示:「在安裝時,需要使用到的工具很多,每一個工具的功能作用也都不盡相同,除了要清楚知道在什麼樣的安裝階段,要使用怎樣合適的工具,充分的憑藉工具,適時適用,達成我們的目標方法。」
安裝規劃的工程,往往只要一個不注意,魔鬼就會藏在細節裡,所以更需要憑藉經驗的累積,小心謹慎的完成每一次的安裝任務,因為這除了是完成客戶的期待外,更是山田順的責任。



