模具的設計製造運用模流分析提升模具競爭力,掌握了吹膜機關鍵零組件的知識、專利智財權,推展自有品牌進而創造競爭優勢,同時朝向尖端吹膜機生產線發展,擴大營運規模與獲利,成為企業邁向工業4.0不可或缺的基石。
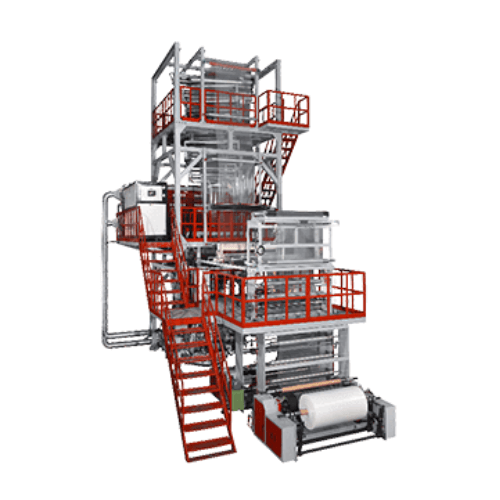
塑膠吹膜機的主要生產製程是將高分子材料製成塑膠薄膜。首先將原料放入吹膜押出機的料斗中。在螺桿的輸送下,原料會被熔化並成為熔融物。將原料流到過濾器,將雜質去除,使原料保持乾淨,以利後續的吹膜製程。材料從擠出機模頭形成氣泡管,由收料裝置拉起並壓平。按照捲取路徑,塑料薄膜捲成完整的捲,這是塑料薄膜生產的最後一道工序。這是塑膠吹膜機製造薄膜的基本生產流程。此外,依據塑膠膜的用途,選擇的塑膠膜吹膜機型式也會完全不同。
主要應用食品包裝、工業,建築、農業、醫療用膜,並以外銷市場為導向。現階段積極投入紡織、4C、光學及新行動能源等領域高機能、高附加價值薄膜有關押出機組、系統、模具之研發與生產。

食品包裝用阻隔膜

農用薄膜

醫用薄膜
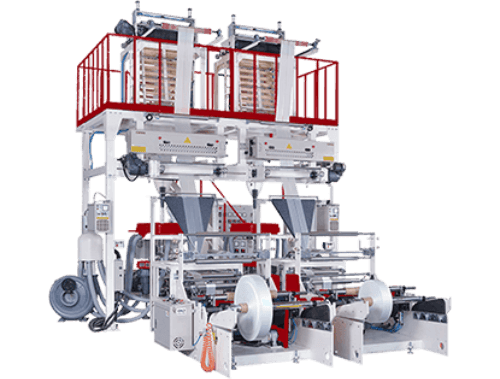
- 快速換料
- 降低材料成本
- 針對不同膜寬的吹膜機提供客製化服務
型號 |
HL65W1200 |
HL55W1000 |
HL45W650 |
| a) 原料: | HDPE/LDPE/LLDPE | HDPE/LDPE/LLDPE | HDPE/LDPE/LLDPE |
| b) 薄膜寬度: | MAX:1100 | MAX:900 | MAX:550 |
| c) 押出產量: | MAX:120~140Kg/Hr | MAX:60~80Kg/Hr | MAX:38~45Kg/Hr |
| d) 薄膜厚度: | HDPE: 0.015mm~0.15mm LDPE: 0.02-0.2mm |
HDPE: 0.015mm~0.15mm LDPE: 0.02-0.2mm |
HDPE: 0.015mm~0.15mm LDPE: 0.02-0.2mm |
押出裝置 |
|||
| a) 螺桿直徑.: | 65mm, L/D=30:1 | 55mm, L/D=30:1 | 45mm, L/D=30:1 |
| b) 齒輪箱: | 50HP | 30HP | 20HP |
| c) 驅動馬達: | 50HP | 30HP | 20HP |
| d) 散熱風扇: | 4pcs | 3pcs | 2pcs |
押出模頭及冷卻設備 |
|||
| a) 模頭: | HDPE150~180mm | HDPE90~120mm | HDPE50~80mm |
| c) 濾網: | 65mm | 55mm | 45mm |
| d) 主風車: | 7.5HP | 5HP | 3HP |
控制面板 |
|||
| a) 類型: | 獨立式標準控制箱 | 獨立式標準控制箱 | 獨立式標準控制箱 |
| b) 溫度控制點: | 7 點溫度控制 | 6 點溫度控制 | 5 點溫度控制 |
引取裝置 |
|||
| a) 類型: | 固定式 | 固定式 | 固定式 |
| b) 機台高度: | 6.5M | 5.5M | 3.5M |
| c) 引取輪寬: | 1200mm | 1000mm | 650mm |
| d) 引取馬達: | 1HP + 變頻控制 | 1HP + 變頻控制 | 1/2HP + 變頻控制 |
| f) 引取板: | Wood Type Aluminum Roller Type |
Wood Type Aluminum Roller Type |
Wood Type Aluminum Roller Type |
| g) 第二引取: | 20kg/cm Torque Motor | 20kg/cm Torque Motor | X |
| h) 穩定圈: | M765 | M650 | M450 |
捲取裝置 |
|||
| a) 類型: | 單邊手動型 | 單邊手動型 | 單邊手動型 |
| b) 運作方式: | 表面摩擦型 | 表面摩擦型 | 表面摩擦型 |
| c) 捲收直徑: | MAX. 800mm | MAX. 800mm | MAX. 800mm |
| d) 捲收馬達: | A.C 1HP+TQ 馬達控制 | 40kg/cm 轉距馬達 | 30kg/cm 轉距馬達 |
| e) 捲收軸: | 2pcs | 2pcs | 2pcs |