| 型號 | 國際規格 | 射出壓力 | 理論射出容積 | 四柱內距 | 開模行程 |
| 400MBE | 4000H-2045 | 1502 | 400 | 700x700 | 1500 |
| 500MBE | 5000H-2862 | 1910 | 500 | 780x780 | 1750 |
| 600MBE | 6000H-4462 | 2767 | 600 | 880x880 | 1800 |
| 850MBE | 8500H-4971 | 3613 | 850 | 1000x1000 | 2000 |
| 1050MBE | 10500H-7746 | 4752 | 1050 | 1100x1100 | 2350 |
| 1450MBE | 14500H-9614 | 7433 | 1450 | 1300x1300 | 2460 |
| 1850MBE | 18500H-15369 | 11486 | 1850 | 1600x1600 | 2600 |
| 2300MBE | 23000H-25143 | 18158 | 2300 | 1800x1800 | 2800 |
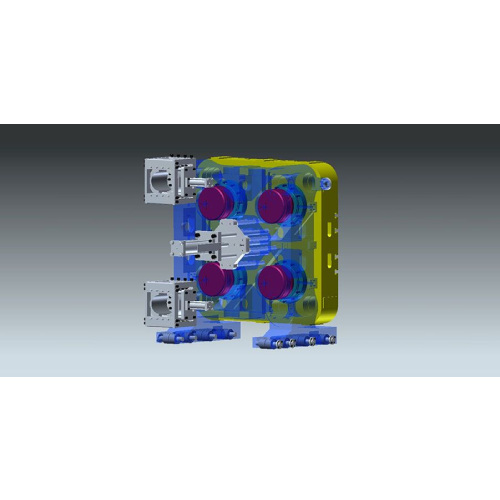
獨特二板式設計
使用四組增壓缸建立鎖模力。不同於傳統兩板機鎖模高壓機構設計於固定模板或夾模大柱上鎖模力量較分散,MBE系列增壓缸設置於活動模板中間,使鎖模力可以完全集中分布於模板上。
鎖模力在開模前已完全卸載,無曲肘機因鎖模力建立過久機構產生變形而可能無法開模的問題。
標準選用高速流量方向比例閥,使開模完成位置更精準。

可依照開模行程和容模厚度靈活修改規格
開模行程長,適合生產較深長的產品,並可依特殊要求增加行程。機台容模厚度、托模行程及托模力亦可根據特殊需求作修改。使用兩組快速油壓缸做開關模動作,增加開合模速度;油壓缸設置於操作面上側,方便射出洗料或移除射嘴。

無變形的模板可射出成型完美的產品
鎖模力被分布平均於模板的中央以維持兩個模板的最小變形量,大柱受力平均,避免大柱斷裂的問題。鎖模力可選擇在開模前或儲料前洩壓,以縮短洩壓時間及生產循環時間。非傳統調模方式以齒輪結構調整容模厚度,只要開模至可容模厚度並安裝模具後即可進行自動調模,大幅減少調模時間。
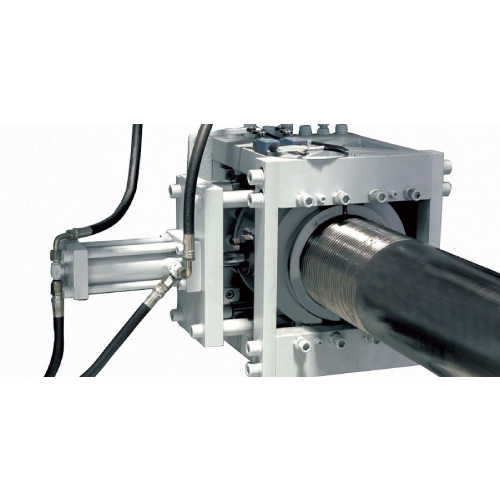
夾持機構採半螺母設計可縮短乾跑的時間
夾持機構採半螺母設計,夾持壓力建立精準且迅速。四組半螺母獨立進退且系統同步監控,動作完成後才可進行開模或鎖模。
德國Rexroth伺服泵浦系統
SVP伺服系統包含同步式伺服馬達、伺服驅動器及高壓內齒輪泵浦。系統壓力及流量採全閉迴路控制;壓力設定命令值和感測器演算出實際值之間的誤差,由驅動器於50毫秒內做動態修正,反饋輸出訊號並立即調整轉速,以消除誤差值。流量較大或有複合式動作的機台,可應用主從伺服模式(Master Slave)以提供機台較大流量。