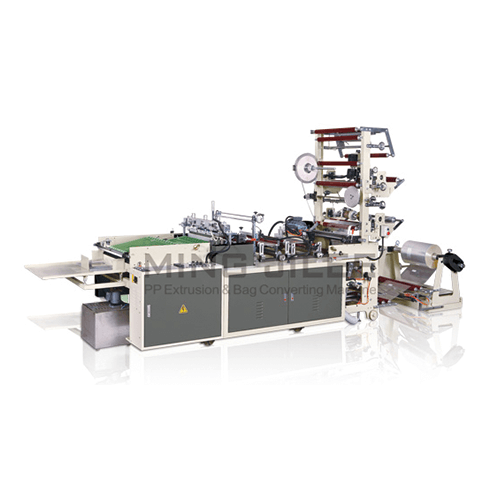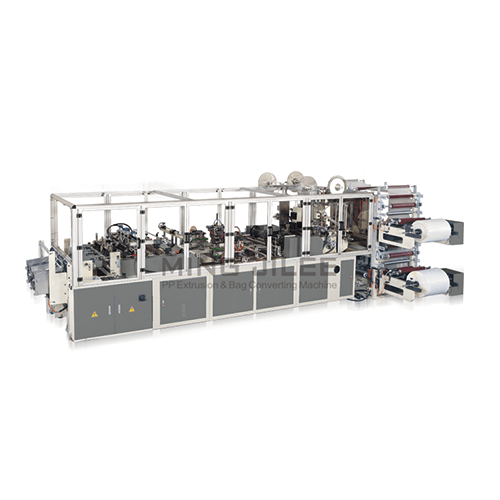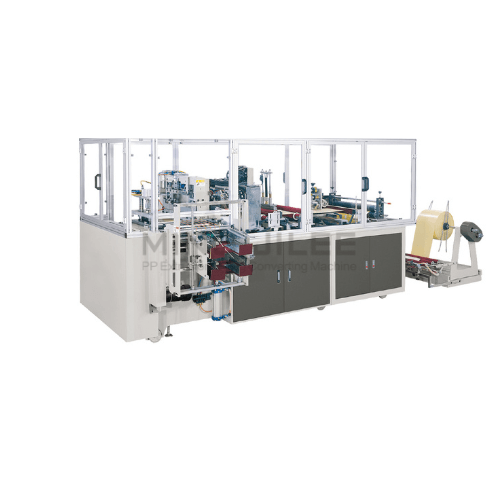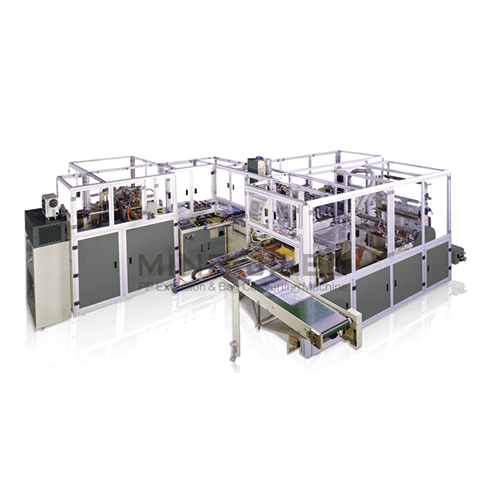
- 機台採兩層架高式主機設計,降低佔地面積,減少工廠成本;雙主機設計概念,提高產能。
- 控制系統採用移動式人機介面系統、全自動數位化通訊監控(實際螺桿轉速、模頭溫度、壓力值、風刀、真空箱等...)、遠端監控及配方管理,增加操作的便利性及防止人員不當操作造成機器損壞。
- 電器控制箱:完全採用合乎安全標準的高級配備,不佔空間的設計,操作方式簡單又方便。
- 溫度控制採用SCR系統,其溫度差為 ± 1oC,可精確控制塑化過程及皮材厚薄平整。
- A軸原料桶採用自動比例式拌料系統,可滲入高比例的各式廢料運轉,增加回收率,降低材料成本。
- 螺桿採用特殊混料功能及高塑化能力設計配合齒輪計量器及靜態拌合器,可準確控制押出量及塑料在螺桿內的壓力和時間,確使塑料融化,色澤均勻,壓出量增高。
- 二軸螺桿皆使用雙軸不停機油壓換網裝置,增加操作方便性及增加產量。
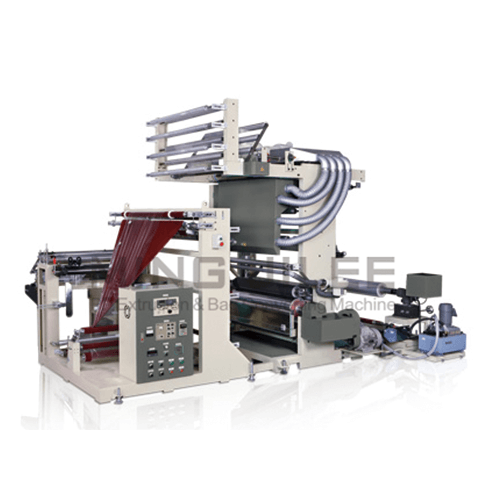
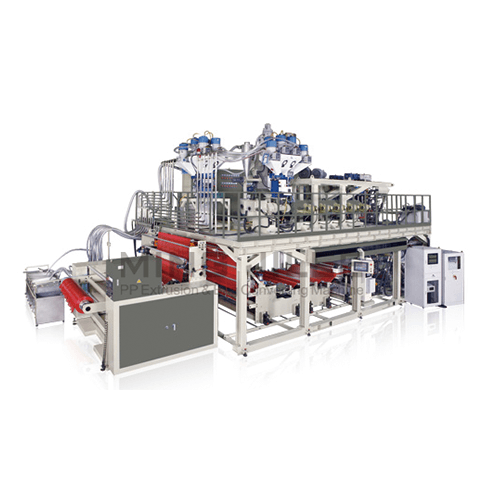
- 本機採用BAB三層自動模頭及配合全自動測厚儀。可使用各種不同材料生產,可自動調整薄膜厚度,使開機時間縮短,補強操作人員經驗不足缺點。
- 本機採用真空箱裝置,使主機生產薄膜產品產量增加,提高穩定性。
- 壓花成型台可自由升降、前進、後退及自動定位。在操作過程中增加更換及調整壓花輪方便性。
- 壓花輪直徑為700 mm及雙迴路冷卻系統,配合微電腦模溫控制機精確控制壓花輪溫度,使用薄膜平整、厚薄均勻。
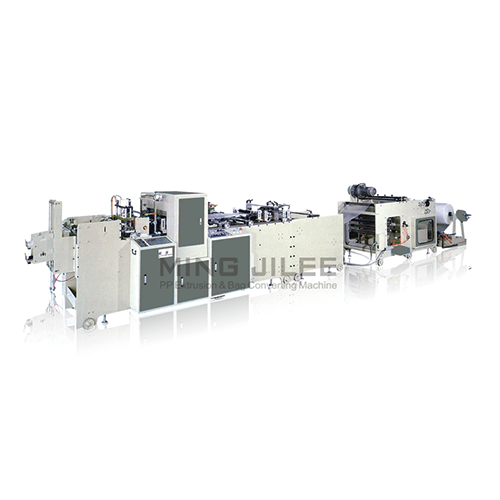
- 本機採用線上修邊、分條及耳料粉碎裝置,即時回收所有廢料,降低生產時的廢料率、降低成本。
- 捲收台裝置:採用雙軸自動切斷換捲,捲收馬達採用伺服馬達驅動能隨意調整速度及採用回授型張力檢知器可做定張力或斜張力控制。配合搖擺裝置以達到薄膜捲收平整目的,配合分條裝置可以自由設定所需的產品寬度,本機配合自動計米裝置可設定產品重量。
|
產品寬度 |
1650 MM | 長徑比 L/D | 34/1 |
| 產品厚度 | 0.03-0.25MM | 壓花輪馬達 | 5.5 KW |
| 押出量 | 450KG/HR | 壓花輪規格 | Ø 700 X 1850 MM |
| 主押出機馬達 | 59 KW | 壓花輪溫度控制機 | 3 SET |
| 主螺桿直徑 | 100MM | 電熱量 | 143 KW |
| 長徑比 L/D | 34/1 | 佔地面積 | 16000 (L) X 7000 (W) X 6000 (H) MM |
| 副押出機馬達 | 59 KW | 機械淨重 | 20600 KG (upon the real measurement) |
| 副螺桿直徑 | 100 MM | 裝箱毛重 | 23300 KG (upon the real measurement) |
配備
| 拌料機 |
| 20T 冰水機(全套) |
| 2 HP 空壓機 |
| 表面處理機 |
| 700 壓花輪 |