
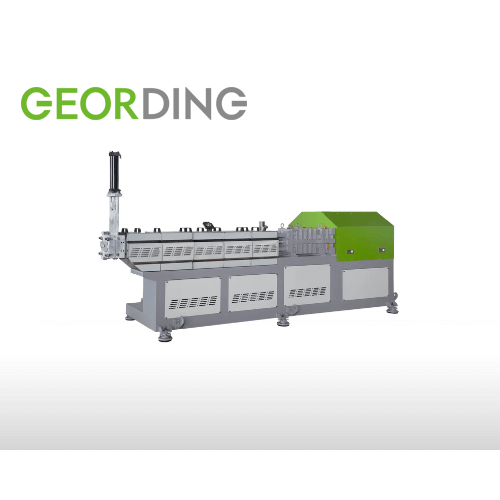
雙螺桿押出機
產品分類 : 製粒機
The twin-screw extruder, with its exceptional shearing performance and efficient melting capability, significantly enhances the stability of the plastic processing workflow while ensuring superior product quality. The screw elements can be flexibly adjusted to accommodate various raw materials. The special frame design and processing method ensure long machine lifespan and low maintenance costs. The advanced fully automated control system saves labor and allows for real-time monitoring and automatic adjustments. GEORDING Machinery has professional plant layout capabilities and can customize systems based on customer needs. This includes integrating upstream feeding systems, such as automatic weighing, and offering various pelletizing methods in the downstream, such as underwater pelletizing, strand pelletizing, and die-face pelletizing.
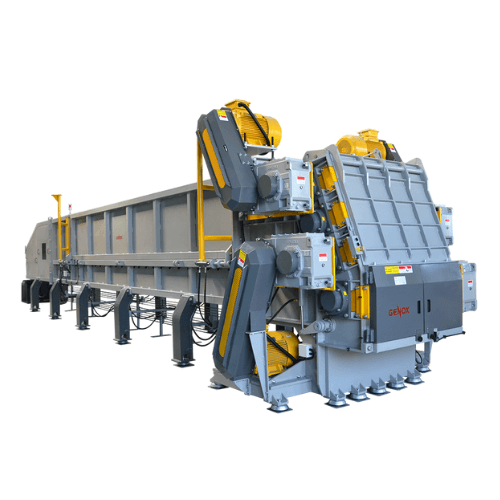
大型管材撕碎機-J 系列
產品分類 : 塑膠/橡膠撕碎機
J系列管材破碎機是一款專為大直徑管材和大型塑膠型材設計的撕碎機。四刀輥設計是業界領先的設計技術利用四條刀輥的最佳排布,形成了四刀輥之間最佳的切割角度。四條刀輥的馬達均可獨立開關,以有效減低能耗。 液壓上料架能利用液壓裝置分級調節並全自動料餵料速度能透過油缸調節,從而達到減低能耗的目的。全機結構設計穩固, 可靠, 並配備液壓安全門方便安全而效率地維修。

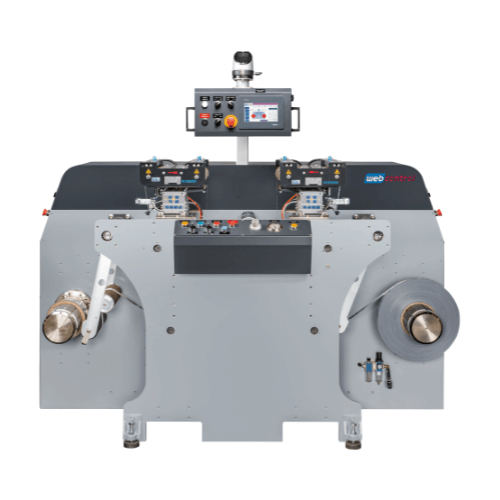
檢品複捲機 DOCTOR-300FB
產品分類 : 分切機和複捲機
此檢品複捲機用於窄幅標籤檢查及複捲。其主要目的是檢查、複捲,解決材料整齊問題,確保窄福標籤在進入下一個製程之前的品質。此外,該檢品複捲機採用封閉式迴路張力控制,可保持一致性的張力,在高速運行下也可以穩定的生產。

Single-Layer High-Speed Blown Film Machine
產品分類 : 共擠吹膜機
Ultra-Wide Width, High-Output Solution for Agricultural Film Using Recycled Materials The KS-FLL150 Single-Layer High-Speed Blown Film Machine is a high-capacity blown film line developed by KUNG HSING Plastic Machinery for agricultural film applications.Engineered to process LD and LLDPE recycled materials, the KS-FLL150 combines high-speed extrusion, stable bubble cooling, and precise width control to deliver consistent film quality and reliable productivity, even at ultra-wide widths up to 3000 mm and thick-gauge conditions.

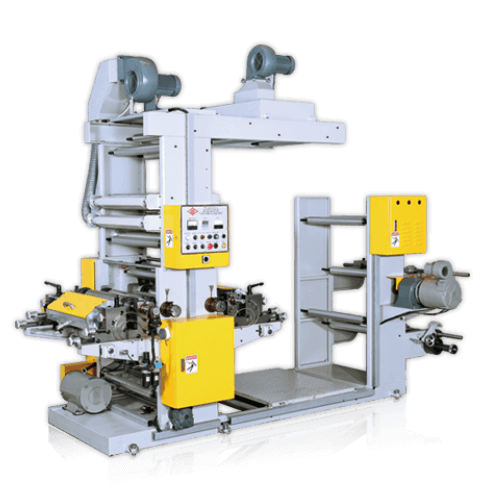
獨立式 2 色凸版/膠版印刷機 LL-2000
產品分類 : 柔版印刷機
獨立式印刷2+2和1+1的套色印刷,單收單放座放置於同一邊,方便操作人員放置上印刷的原膜及移下印刷好的膜料。 適用材質: 卷到卷印刷的玻璃纖維布,玻璃紙,鋁箔,滾筒紙,包裝紙,管狀膜,和PP/ HDPE/ LDPE / LLDPE聚酯袋,PP / HDPE / LDPE / LLDPE聚酯袋。



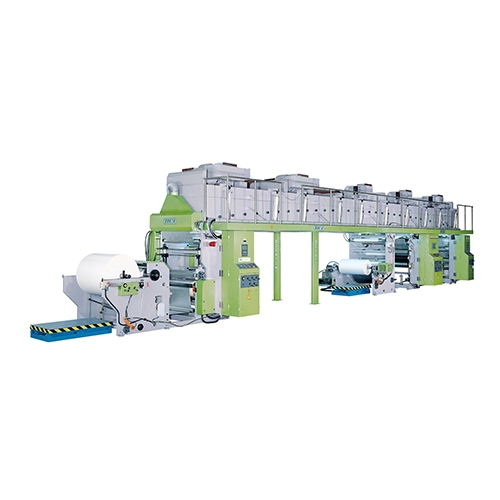
3 Layer Co-Extrusion PE/PP Lamination Machine for Flexible Packaging Film CE Certificate
產品分類 : 淋膜機
3 Layer Co-Extrusion PE/PP Lamination Machine for Flexible Packaging Film CE Certificate