既減重又增強的雙贏工藝–微發泡射出成型
隨著塑膠射出成型設備已臻成熟,唯有不斷優化製程才能延續市場競爭力。微發泡射出成型工藝(MuCell)可被用以降低塑件重量、縮短成型週期、提升耐衝擊強度,或延長產品壽命等,富強鑫(FCS)為您解析MuCell日益受到重視的要因及相關應用,替汽機車部件、家用五金、包裝容器等不同產品特性打造最佳成型方案。
 |
面臨居高不下的碳排放量,美國推行節能減碳政策,允諾2025年將減少26~28%,汽車產業首當其衝,需對產品實行輕量化。微孔發泡(MuCell)製程技術,在不失原有物性下有效降低重量,並提高衝擊性、降低翹曲與提升尺寸安定性。FCS於五年前已成功導入此製程技術,先後於LM(二板機)、HT(曲肘機)、FA(高效節能機)、CT-e(全電機)、FB(雙色機)等不同機種進行整合驗證,成功銷售十餘套並持續協助客戶開發測試其MuCell新製程應用。
Mucell射出成型原理
MuCell射出成型是將氣體(N2或CO2)加壓至超臨界狀態(圖1)後注入料管熔膠中,透過螺桿將兩者混練成單相流體。超臨界流體在射出過程中因瞬間壓降造成熱力學不平衡,使得流體進入模穴後氣體得以從熔膠當中擴散成核,並長成均勻微細氣泡(圖2)。含有微細氣泡的熔膠經模具冷卻固化得到如蜂巢般的內部構造成品。
 |
|
| 圖1-相態圖 | 圖2-MuCell成品切面圖 |
MuCell射出成型製程設備
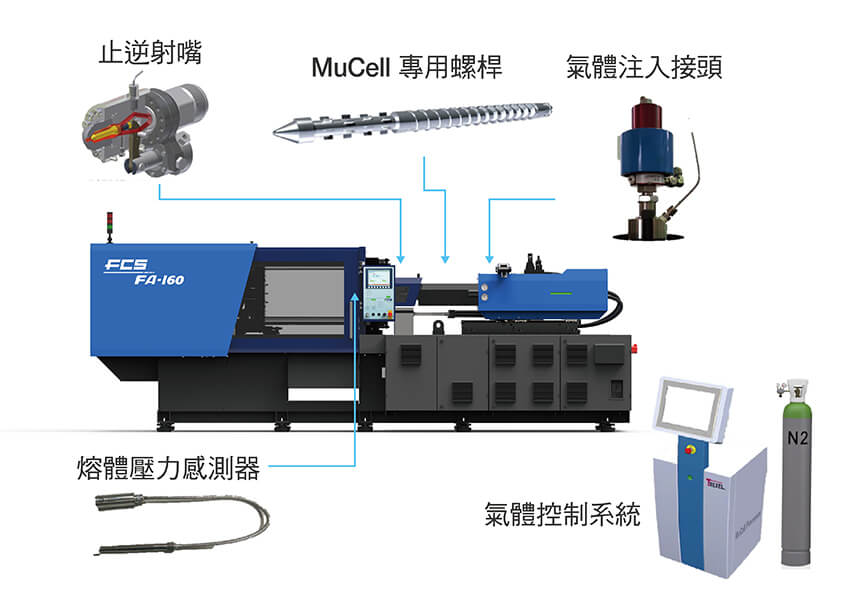
MuCell射出成型製程採用特殊螺桿設計,搭配氣體注入設備達到此製程功能,相關零件說明如下:
1. 止逆射嘴:加料過程射嘴關閉使料管維持壓力,避免發泡產生。
2. MuCell螺桿:特殊設計使熔膠與超臨界流體均勻混合成單相溶液。
3. 熔體壓力感測器:監控料管內熔膠壓力,提供背壓調整依據。
4. 氣體注入設備與接頭:將氮氣增壓直至超臨界狀態,再注入以使與熔膠混合。
製程與應用優勢
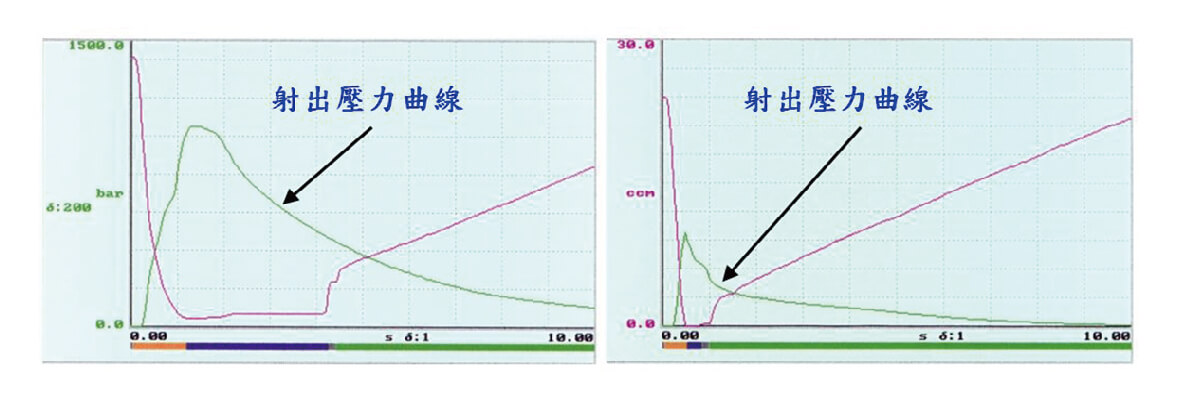
1. 降低射出壓力與鎖模力:提高塑料流動性,進而減少射出壓力與降低鎖模力(圖 4)。
2. 減少塑件重量:塑件透過發泡結構達到減重效果。
3. 降低生產能耗:當射出壓力與鎖模力降低,可減少驅動單元負荷,且塑料用量降低亦可節省儲料與加熱消耗功率,有效降低整體生產耗能。
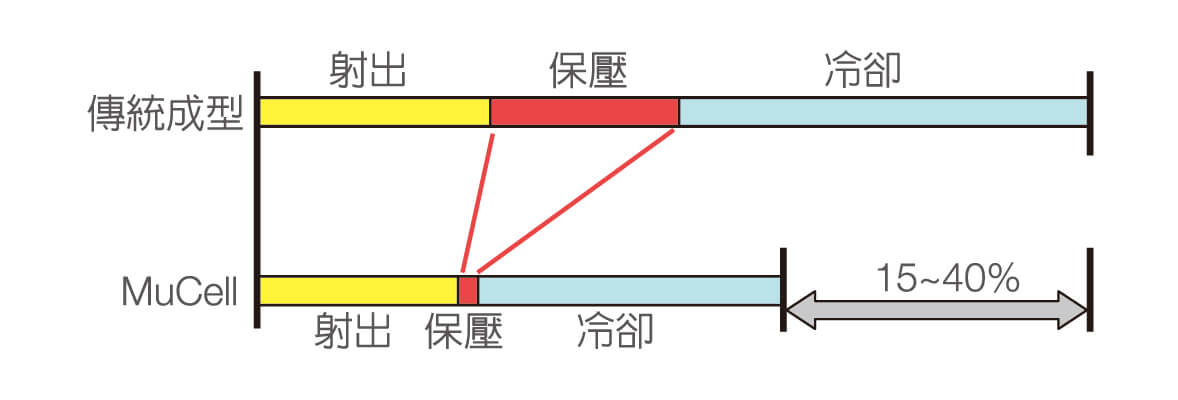
4. 縮短成型週期:MuCell射出成型可免去保壓時間,且因塑料量減少,加工熱量大幅降低,從而縮短冷卻時間與成型週期(圖 5)。
除了減重,MuCell製程另一重要效益是改善產品因先天不利條件所致的成型不良問題,如克服長型產品翹曲,或防止厚件產品縮水等。除了汽機車配件業外,MuCell於其他產業也有豐富運用案例,如食品容器業(圖 6),減重即非關鍵因素,此產業運用MuCell可有效阻隔內容物與空氣之接觸達到保溫保冷效果。

圖6-MuCell® + PET
圖片來源: Trexel Inc. (https://trexel.com/)

MuCell射出成型關鍵製程參數
MuCell射出成型關鍵製程參數有射出速度、射出壓力、料管溫度、模具溫度及進氣量等。
1. 射出速度:射速越慢,先充填的塑料發泡時間相對長,導致氣泡孔徑先後大小不均。且射速慢,塑料固化增加流動阻力,發泡狀態相對較差。因此射速越快可提高發泡密度且縮小氣泡孔徑,泡孔分布相對較均勻。
2. 熔膠溫度:越高則氣體溶解度與擴散係數提高,有效降低黏度並提高混練度,搭配高射速可提升發泡密度與均勻氣孔分布。
3. 模具溫度:模溫增高有助提升發泡密度並改善表面品質(MuCell製程表面會產生氣痕)。但因冷卻時間較長,氣孔相對有較多時間成長變大。
4. 進氣量:提升即提高超臨界流體比例,當臨界流體增加時有助提升氣泡密度,產生較多氣泡核,縮小氣泡尺寸。
物理發泡(MuCell) VS.化學發泡
MuCell射出成型製程屬於物理發泡,優點除了機械強度較佳外,發泡的密度與孔隙較化學發泡控制容易,且屬於無毒製程,可為環保盡一份心力。
| 化學發泡 | 物理發泡 (MuCell) | |
|---|---|---|
| 機械強度 | 不穩定 | 極佳  |
| 發泡空隙與大小 | 不好控制 | 可調整 |
| 發泡密度 | 不好控制 | 可控制 |
| 發泡劑使用範圍 | 受高溫塑膠材料限制 | 適用於多種材料 |
| 發泡使用元素 | 有毒化學元素 | 大自然氣體-氮氣 |