POLYSTAR: Recycled Plastic Pellets from PP Raffia and Woven Production – Tips to Reuse them Better
Which recycled plastic pellets should go back to PP tape extrusion line?
On average, a 5-10% production waste is generated during the PP woven bag making process at different stages of the production: extruder start-up lumps, waste due to blockage in extruder die head, tape winding, circular loom (weaving defects), coating/lamination stage, pp woven/FIBC bag conversion and printing.
Recycled pellets (granules) from different types of post-industrial waste are used for producing different products, we will share the most common ones below:
1. PP raffia (woven fabric), yarn waste, broken tapes and endless tapes
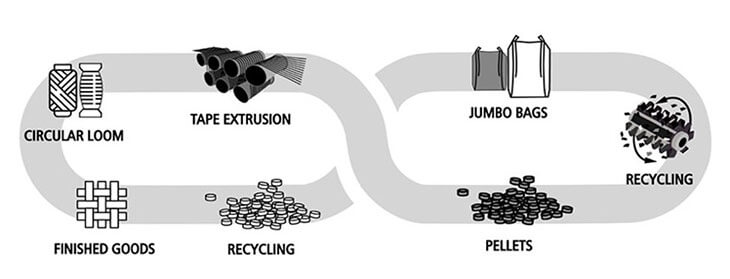
The post-industrial waste generated during the tape extrusion (tape stretching) and circular looming process has the highest reusability back to tape extrusion lines, in many cases up to 100%.
The reusability level might vary depending on the formula of the raffia waste itself (such as material formulation and the percentage of calcium carbonate it contains), but raffia producers should not find any problem in reusing the recycled pellets back to their tape extrusion lines.
2. Printed PP woven / laminated bags
Some raffia producers are able to reuse the pellets from the printed bags in tape extrusion lines, but in a relatively small percentage compared to the recycled pellets from non-printed raffia.
In addition, the output can be slightly affected as the production line speed has to be reduced (in order to prevent the tapes from breaking during production). This grade of recycled pellets is normally used for reduced tenacity applications.

(Printed PP woven bags recycling)
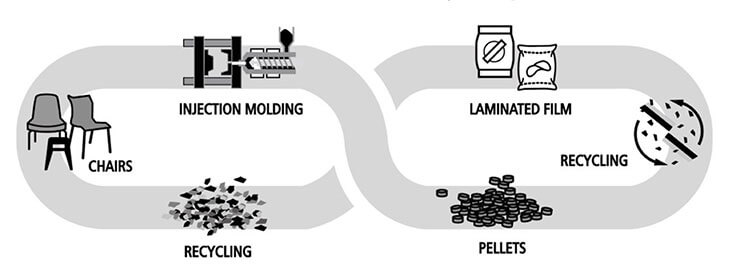
Hence, apart for their reusability in PP raffia production, recycled pellets from heavily printed PP woven bags such as AD*Star bags, cement bags, fertilizer bags, sugar and salt bags can easily be used again in injection molding applications as well as for making PP ropes, PP straps and PP thread.
Similar to the recycled pellets from post-consumer (washed) PP jumbo bags as well as laminated PP+PET film and PP non-woven scraps of mixed colors, a majority of the recycled pellets can be reused in injection molding applications.

(Laminated PP + PET film recycling)
4 Tips to increase reusability of the recycled pellets (during recycling process)
1. Low processing temperatures to avoid material degradation -Maximize the reprocessed material
In order to maximize the reusability back to the tape extrusion lines, the processing temperature throughout the entire recycling process is very important especially for post-industrial PP raffia and woven waste.
The use of an agglomerator should be avoided in order to prevent overheating and degrading the high-value material waste. Instead, a single shaft shredder integrated recycling machine is recommended.
The gentle size-reduction, low processing temperature in the shredder is the ideal solution to minimize change in material properties.
2. Better drying of pellets surface
Sufficient drying of the recycled pellets can increase reusability. The addition of an efficient centrifugal dryer at the end of the pelletizing line is important, in particular for printed pp raffia and pp raffia with UV stabilized additives.
3. Better degassing for heavily-printed woven bags
Good degassing during the extrusion recycling process is another crucial factor to improve reusability of the recycled pellets.
4. Adding modifiers during the recycling process
The usage of additives can affect the reusability of recycled pellets back in production. Performance enhancing modifiers or additives can be added during the recycling process to improve the properties of the recycled pellets.
Usage of modifiers during the recycling process or directly in the tape line along with recycled pellets ensures easy melt flow-ability and better dispersion, higher elongation, reduce torque and increase in throughput. The additives we use during the recycling process are performance enhancing modifiers made from elastomers, anti-oxidants, special lubricants and additives.
Summary - A quick comparison chart
Recommended for reprocessing in tape extrusion lines:
| Type of production waste | Reuse in tape extrusion | Keys to increase reusability |
| PP Raffia | Up to 100% | Low processing temperature during recycling to prevent degradation and retain material strength |
| Endless tape | Up to 100% | |
| Yarn waste | Up to 100% | |
| Printed or laminated bags |
Smaller percentage (around 10~15%). For tapes with reduced strength running at lower line speed |
Good degassing, Good filtration, Good pellets surface drying |
Recommended for reusing in injection molding instead of tape extrusion lines:
| Type of production waste | Reuse in injection molding | Keys to increase reusability |
| Coated fabric | PP chairs and furniture | Good degassing, Good filtration, Good pellets surface drying |
| Woven bag making (Conversion waste) |
||
| Heavily printed fabric |
Learn More
合作媒體





